防城港回轉窯生產線
發布時間:2024-09-23 01:24:03
防城港回轉窯生產線
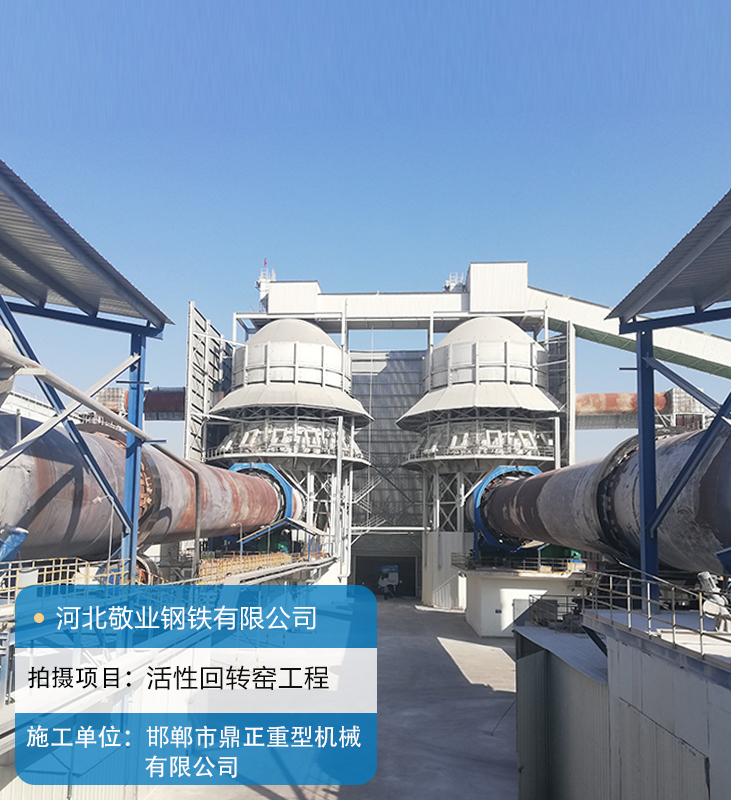
豎式預熱器:①針對活性石灰不同的日產量規模,預熱器采用適用不同規模產量的方形、圓形、多邊形豎式預熱器,推頭數量根據預熱面積大小確定、推頭覆蓋區域合理;②采用帶有低壓降梁的預熱器,降低煙氣在預熱器中的阻力損失,減少排煙設備動力消耗。從窯尾來的高溫熱煙氣,直接穿過料層,與石子進行充分熱交換,預熱溫度可達800-900℃,一部分石子得到分解,預熱分解的同時有效降低排出廢氣的溫度;③預熱器采用液壓推桿向回轉窯加料,設備運行可靠;④預熱器頂部料倉設有料位計控制,保證預熱器料層高度穩定;⑤預熱器除頂部采用吊掛磚外,其余部位均采用耐火澆注料,磚型少,砌筑簡單;⑥預熱器運動設備少,設備維護量小。

防城港回轉窯生產線
窯尾部分也是轉床窯的重要組成部分,在進料端形狀類似一個轉床窯的蓋子,主要承擔進料和密封作用。水泥的整個生產工藝概括為“兩磨一燒”,其中“一燒”就是把經過粉磨配制好的生料,在轉床窯的高溫作用下燒成為熟料的工藝過程。因此,轉床窯是水泥生產中的主機,俗稱水泥工廠的“心臟”。在環保方面,世界上發達國家利用水泥窯焚燒危險廢物、垃圾已有20余年的歷史,這不僅使廢物減量化、無害化,而且將廢物作為燃料利用,節省煤粉,做到廢物的資源化

防城港回轉窯生產線
環冷機跑偏是指回轉框架圍繞設計的環冷機中心做圓周運動,而出現臺車輪緣啃咬鋼軌邊、側軌過度受力、臺車掉道等異常現象。環冷機跑偏原因總結為以下幾點:內、外水平環形軌道不圓當環冷機出現跑偏現象時,應首先考慮內外水平圓形軌道的圓度。環冷機臺車的運行軌跡是依附于水平圓形軌道的,當內、外水平圓形軌道局部圓度不夠時,即使臺車作標準的圓周運動,當臺車運行至軌道的不圓部分,臺車輪的邊緣與軌道就會出現干涉現象,影響臺車的正常運行。內外水平圓形軌道不圓是較容易測量的,出現這一現象后,將設備停機,將所有密封罩及臺車拆除,以作為安裝中心點的中心柱作為圓心基準,測量內外水平圓形軌道的圓度,如軌道的圓度偏差較大,需要將水平圓形軌道松開重新整形,整形可借助千斤頂,千斤頂不能整形的就需要卸下用卷板機過彎整形,直至達到使用要求為止。
防城港回轉窯生產線
窯頭是轉床窯出料部分,直徑大于轉床窯直徑,通過不銹鋼魚鱗片和窯體實現密封,主要組成部分有檢修口、噴煤嘴、小車、觀察孔等部分構成。而窯體部分是轉床窯(旋窯)的主體,通常有30~150米長,圓筒形,中間有3~5個滾圈。筒體多由工廠加工成3~10段,由大型卡車運輸到目的地后焊接而成。其中滾圈部分也俗稱(胎環)由鋼水澆鑄而成,滾圈部分窯體由于承重所以比其他部分窯體鋼板稍厚。支撐拖輪,也是窯體的一部分和滾圈對應與地基相連,是整個轉床窯的承重支柱。通常一組托輥,由兩個托輥和兩個擋輪組成。轉床窯在正常運轉時里面要鋪上耐火磚。

防城港回轉窯生產線
每個臺車的內外行走輪之間的輪距是一定的,它們分別在內、外軌道上滾動。如 果內、外水平環形軌道不同心,那么勢必造成兩軌道環之間的距離不一致,導致軌道環有的地方大,有的地方小。臺車運行到間距小的地方臺車輪勢必擠軌道,臺車運行到間距大的地方臺車輪可能掉下軌道。當此項因素作為檢測整改點時,可以制作卡規,卡規的距離等于兩軌道環標準距離,當檢測到誤差超差≥ ± 6mm時,就需要調整環形軌道。調整時防止出現基準不統一,也需要把所有干涉物拆除,以中心柱為中心點測量內環和外環,找出沒有發生偏移的內環或者外環,作為基準環,按此基準環為基準來對不同心的圓環來糾偏。

防城港回轉窯生產線
有色和黑色冶金中,鐵、鋁、銅、鋅、錫、鎳、鎢、鉻、銼等金屬以回轉窯為冶煉設備,對礦石、精礦、中間物等進行燒結、焙燒。如:鋁生產中用它將氫氧化鋁焙燒成氧化鋁;煉鐵中用它生產供高爐煉鐵的球團礦;國外的“SL/RN法”、“Krupp法”用它對鐵礦石進行直接還原;氯化揮發焙燒法采用它提取錫和鉛等。選礦過程中,用回轉窯對貧鐵礦進行磁化焙燒,使礦石原來的弱磁性改變為強磁性,以利于磁選。化學工業中,用回轉窯生產蘇打,鍛燒磷肥、硫化鋇等。上世紀60年代,美國LapPle等發明了用回轉窯生產磷酸的新工藝。該法具有能耗低、用電少、不用硫酸和可利用中低品位磷礦的優點,很快得到推廣。